

વાયર બોન્ડિંગ
જ્ઞાન આધારિત હકીકત પત્રક
વાયર બોન્ડિંગ શું છે?
વાયર બોન્ડિંગ એ એક પદ્ધતિ છે જેના દ્વારા સોલ્ડર, ફ્લક્સ અને કેટલાક કિસ્સાઓમાં 150 ડિગ્રી સેલ્સિયસથી વધુ ગરમીનો ઉપયોગ કર્યા વિના સુસંગત ધાતુની સપાટી સાથે નાના વ્યાસના નરમ ધાતુના વાયરને જોડવામાં આવે છે. નરમ ધાતુઓમાં સોનું (Au), તાંબુ (Cu), ચાંદી (Ag), એલ્યુમિનિયમ (Al) અને પેલેડિયમ-ચાંદી (PdAg) અને અન્ય જેવા એલોયનો સમાવેશ થાય છે.
માઇક્રો ઇલેક્ટ્રોનિક્સ એસેમ્બલી એપ્લિકેશન્સ માટે વાયર બોન્ડિંગ તકનીકો અને પ્રક્રિયાઓને સમજવી.
વેજ બોન્ડિંગ તકનીકો / પ્રક્રિયાઓ: રિબન, થર્મોસોનિક બોલ અને અલ્ટ્રાસોનિક વેજ બોન્ડ
વાયર બોન્ડિંગ એ ઉત્પાદન દરમિયાન ઇન્ટિગ્રેટેડ સર્કિટ (IC) અથવા સમાન સેમિકન્ડક્ટર ડિવાઇસ અને તેના પેકેજ અથવા લીડફ્રેમ વચ્ચે ઇન્ટરકનેક્ટ બનાવવાની પદ્ધતિ છે. તેનો ઉપયોગ હવે સામાન્ય રીતે લિથિયમ-આયન બેટરી પેક એસેમ્બલીમાં ઇલેક્ટ્રિકલ કનેક્શન પ્રદાન કરવા માટે પણ થાય છે. વાયર બોન્ડિંગને સામાન્ય રીતે ઉપલબ્ધ માઇક્રોઇલેક્ટ્રોનિક ઇન્ટરકનેક્ટ તકનીકોમાં સૌથી વધુ ખર્ચ-અસરકારક અને લવચીક માનવામાં આવે છે, અને આજે ઉત્પાદિત મોટાભાગના સેમિકન્ડક્ટર પેકેજોમાં તેનો ઉપયોગ થાય છે. ઘણી વાયર બોન્ડિંગ તકનીકો છે, જેમાં શામેલ છે: થર્મો-કમ્પ્રેશન વાયર બોન્ડિંગ:
થર્મો-કમ્પ્રેશન વાયર બોન્ડિંગ (જે સંભવિત સપાટીઓ (સામાન્ય રીતે Au) ને ક્લેમ્પિંગ ફોર્સ હેઠળ એકસાથે જોડીને ઉચ્ચ ઇન્ટરફેસ તાપમાન, સામાન્ય રીતે 300°C કરતા વધારે, વેલ્ડ ઉત્પન્ન કરવા માટે), શરૂઆતમાં 1950 ના દાયકામાં માઇક્રોઇલેક્ટ્રોનિક્સ ઇન્ટરકનેક્ટ્સ માટે વિકસાવવામાં આવ્યું હતું, જોકે 60 ના દાયકામાં આને ઝડપથી અલ્ટ્રાસોનિક અને થર્મોસોનિક બોન્ડિંગ દ્વારા પ્રબળ ઇન્ટરકનેક્ટ ટેકનોલોજી તરીકે બદલવામાં આવ્યું. થર્મો-કમ્પ્રેશન બોન્ડિંગ આજે પણ વિશિષ્ટ એપ્લિકેશનો માટે ઉપયોગમાં લેવાય છે, પરંતુ સફળ બોન્ડ બનાવવા માટે જરૂરી ઉચ્ચ (ઘણીવાર નુકસાનકારક) ઇન્ટરફેસ તાપમાનને કારણે ઉત્પાદકો દ્વારા સામાન્ય રીતે ટાળવામાં આવે છે. અલ્ટ્રાસોનિક વેજ વાયર બોન્ડિંગ:
1960 ના દાયકામાં અલ્ટ્રાસોનિક વેજ વાયર બોન્ડિંગ પ્રબળ ઇન્ટરકનેક્ટ પદ્ધતિ બની. એક સાથે ક્લેમ્પિંગ ફોર્સ સાથે બોન્ડિંગ ટૂલમાં ઉચ્ચ આવર્તન વાઇબ્રેશન (રેઝોનેટિંગ ટ્રાન્સડ્યુસર દ્વારા) લાગુ કરવાથી, એલ્યુમિનિયમ અને ગોલ્ડ વાયરને ઓરડાના તાપમાને વેલ્ડિંગ કરવાની મંજૂરી મળી. આ અલ્ટ્રાસોનિક વાઇબ્રેશન બોન્ડિંગ ચક્રની શરૂઆતમાં બોન્ડિંગ સપાટીઓમાંથી દૂષકો (ઓક્સાઇડ, અશુદ્ધિઓ, વગેરે) દૂર કરવામાં અને બોન્ડને વધુ વિકસાવવા અને મજબૂત કરવા માટે ઇન્ટરમેટાલિક વૃદ્ધિને પ્રોત્સાહન આપવામાં મદદ કરે છે. બોન્ડિંગ માટે લાક્ષણિક ફ્રીક્વન્સીઝ 60 - 120 KHz છે. અલ્ટ્રાસોનિક વેજ ટેકનિકમાં બે મુખ્ય પ્રક્રિયા તકનીકો છે: 100µm વ્યાસના વાયર માટે મોટા (ભારે) વાયર બોન્ડિંગ <75µm વ્યાસના વાયર માટે ફાઇન (નાના) વાયર બોન્ડિંગ લાક્ષણિક અલ્ટ્રાસોનિક બોન્ડિંગ ચક્રના ઉદાહરણો ફાઇન વાયર માટે અહીં અને મોટા વાયર માટે અહીં મળી શકે છે. અલ્ટ્રાસોનિક વેજ વાયર બોન્ડિંગ ચોક્કસ બોન્ડિંગ ટૂલ અથવા "વેજ" નો ઉપયોગ કરે છે, જે સામાન્ય રીતે પ્રક્રિયા જરૂરિયાતો અને વાયર વ્યાસના આધારે ટંગસ્ટન કાર્બાઇડ (એલ્યુમિનિયમ વાયર માટે) અથવા ટાઇટેનિયમ કાર્બાઇડ (ગોલ્ડ વાયર માટે) માંથી બનાવવામાં આવે છે; અલગ-અલગ ઉપયોગો માટે સિરામિક ટીપ્ડ વેજ પણ ઉપલબ્ધ છે. થર્મોસોનિક વાયર બોન્ડિંગ:
જ્યાં પૂરક ગરમીની જરૂર હોય (સામાન્ય રીતે ગોલ્ડ વાયર માટે, 100 - 250°C ની રેન્જમાં બોન્ડિંગ ઇન્ટરફેસ સાથે), આ પ્રક્રિયાને થર્મોસોનિક વાયર બોન્ડિંગ કહેવામાં આવે છે. પરંપરાગત થર્મો-કમ્પ્રેશન સિસ્ટમ કરતાં આના ઘણા ફાયદા છે, કારણ કે ઇન્ટરફેસ તાપમાન ખૂબ ઓછું જરૂરી છે (ઓરડાના તાપમાને AU બોન્ડિંગનો ઉલ્લેખ કરવામાં આવ્યો છે પરંતુ વ્યવહારમાં તે વધારાની ગરમી વિના અવિશ્વસનીય છે). થર્મોસોનિક બોલ બોન્ડિંગ:
થર્મોસોનિક વાયર બોન્ડિંગનું બીજું સ્વરૂપ બોલ બોન્ડિંગ છે (અહીં બોલ બોન્ડ ચક્ર જુઓ). આ પદ્ધતિ પરંપરાગત વેજ ડિઝાઇન પર સિરામિક કેશિકા બંધન સાધનનો ઉપયોગ કરે છે જેથી ખામીઓ વિના થર્મો-કમ્પ્રેશન અને અલ્ટ્રાસોનિક બોન્ડિંગ બંનેમાં શ્રેષ્ઠ ગુણોને જોડવામાં આવે. થર્મોસોનિક વાઇબ્રેશન ખાતરી કરે છે કે ઇન્ટરફેસ તાપમાન ઓછું રહે છે, જ્યારે પ્રથમ ઇન્ટરકનેક્ટ, થર્મલી-કમ્પ્રેસ્ડ બોલ બોન્ડ વાયર અને ગૌણ બોન્ડને કોઈપણ દિશામાં મૂકવાની મંજૂરી આપે છે, પ્રથમ બોન્ડ સાથે ઇન-લાઇન નહીં, જે અલ્ટ્રાસોનિક વાયર બોન્ડિંગમાં એક અવરોધ છે. સ્વચાલિત, ઉચ્ચ વોલ્યુમ ઉત્પાદન માટે, બોલ બોન્ડર્સ અલ્ટ્રાસોનિક / થર્મોસોનિક (વેજ) બોન્ડર્સ કરતાં નોંધપાત્ર રીતે ઝડપી છે, જે છેલ્લા 50+ વર્ષોથી માઇક્રોઇલેક્ટ્રોનિક્સમાં થર્મોસોનિક બોલ બોન્ડિંગને પ્રબળ ઇન્ટરકનેક્ટ ટેકનોલોજી બનાવે છે. રિબન બોન્ડિંગ:
ફ્લેટ મેટાલિક ટેપનો ઉપયોગ કરીને રિબન બોન્ડિંગ, દાયકાઓથી RF અને માઇક્રોવેવ ઇલેક્ટ્રોનિક્સમાં પ્રબળ રહ્યું છે (પરંપરાગત ગોળાકાર વાયરની તુલનામાં રિબન સિગ્નલ નુકશાન [ત્વચા અસર] માં નોંધપાત્ર સુધારો પ્રદાન કરે છે). નાના સોનાના રિબન, સામાન્ય રીતે 75µm પહોળા અને 25µm જાડા, મોટા ફ્લેટ-ફેસ્ડ વેજ બોન્ડિંગ ટૂલ સાથે થર્મોસોનિક પ્રક્રિયા દ્વારા બંધાયેલા હોય છે. 2,000µm પહોળા અને 250µm જાડા એલ્યુમિનિયમ રિબનને અલ્ટ્રાસોનિક વેજ પ્રક્રિયા સાથે પણ બંધાયેલા હોઈ શકે છે, કારણ કે નીચલા લૂપ, ઉચ્ચ ઘનતા ઇન્ટરકનેક્ટ્સની જરૂરિયાત વધી છે.
સોનાનો બંધન વાયર શું છે?
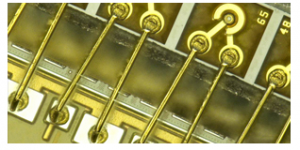
સોનાના વાયર બોન્ડિંગ એ એવી પ્રક્રિયા છે જેના દ્વારા સોનાના વાયરને એસેમ્બલીમાં બે બિંદુઓ સાથે જોડીને ઇન્ટરકનેક્શન અથવા ઇલેક્ટ્રિકલી વાહક માર્ગ બનાવવામાં આવે છે. સોનાના વાયર માટે જોડાણ બિંદુઓ બનાવવા માટે ગરમી, અલ્ટ્રાસોનિક્સ અને બળનો ઉપયોગ થાય છે. જોડાણ બિંદુ બનાવવાની પ્રક્રિયા વાયર બોન્ડ ટૂલ, કેશિલરી, ની ટોચ પર સોનાના બોલની રચનાથી શરૂ થાય છે. આ બોલને ગરમ એસેમ્બલી સપાટી પર દબાવવામાં આવે છે જ્યારે ટૂલ સાથે એપ્લિકેશન-વિશિષ્ટ બળ અને 60kHz - 152kHz અલ્ટ્રાસોનિક ગતિની આવર્તન બંને લાગુ કરવામાં આવે છે. એકવાર પ્રથમ બોન્ડ બની ગયા પછી, વાયરને એસેમ્બલીની ભૂમિતિ માટે યોગ્ય લૂપ આકાર બનાવવા માટે ચુસ્ત રીતે નિયંત્રિત રીતે હેરફેર કરવામાં આવશે. બીજો બોન્ડ, જેને ઘણીવાર ટાંકો તરીકે ઓળખવામાં આવે છે, તે પછી વાયર સાથે દબાવીને અને બોન્ડ પર વાયરને ફાડી નાખવા માટે ક્લેમ્પનો ઉપયોગ કરીને બીજી સપાટી પર બનાવવામાં આવે છે.
ગોલ્ડ વાયર બોન્ડિંગ પેકેજોમાં એક ઇન્ટરકનેક્શન પદ્ધતિ પ્રદાન કરે છે જે ખૂબ જ વિદ્યુત વાહક હોય છે, જે કેટલાક સોલ્ડર કરતા લગભગ એક ક્રમ વધારે હોય છે. વધુમાં, સોનાના વાયરમાં અન્ય વાયર સામગ્રીની તુલનામાં ઉચ્ચ ઓક્સિડેશન સહિષ્ણુતા હોય છે અને તે મોટાભાગના કરતા નરમ હોય છે, જે સંવેદનશીલ સપાટીઓ માટે જરૂરી છે.
આ પ્રક્રિયા એસેમ્બલીની જરૂરિયાતોને આધારે પણ બદલાઈ શકે છે. સંવેદનશીલ સામગ્રી સાથે, ઘટકની સપાટીને નુકસાન થતું અટકાવવા માટે મજબૂત બોન્ડ અને "નરમ" બોન્ડ બંને બનાવવા માટે બીજા બોન્ડિંગ એરિયા પર સોનાનો બોલ મૂકી શકાય છે. ચુસ્ત જગ્યાઓ સાથે, એક જ બોલનો ઉપયોગ બે બોન્ડ માટે પ્રારંભિક બિંદુ તરીકે કરી શકાય છે, જે "V" આકારનું બોન્ડ બનાવે છે. જ્યારે વાયર બોન્ડને વધુ મજબૂત બનાવવાની જરૂર હોય છે, ત્યારે સુરક્ષા બોન્ડ બનાવવા માટે બોલને ટાંકાની ટોચ પર મૂકી શકાય છે, જે વાયરની સ્થિરતા અને મજબૂતાઈમાં વધારો કરે છે. વાયર બોન્ડિંગ માટે ઘણા વિવિધ ઉપયોગો અને ભિન્નતાઓ લગભગ અમર્યાદિત છે અને પાલોમરની વાયર બોન્ડ સિસ્ટમ્સ પર સ્વચાલિત સોફ્ટવેરના ઉપયોગ દ્વારા પ્રાપ્ત કરી શકાય છે.
વાયર બોન્ડિંગ વિકાસ:
૧૯૫૦ ના દાયકામાં જર્મનીમાં એક આકસ્મિક પ્રાયોગિક અવલોકન દ્વારા વાયર બોન્ડિંગની શોધ થઈ હતી અને ત્યારબાદ તેને ખૂબ જ નિયંત્રિત પ્રક્રિયામાં વિકસાવવામાં આવી છે. આજે તેનો ઉપયોગ સેમિકન્ડક્ટર ચિપ્સને પેકેજ લીડ્સ, ડિસ્ક ડ્રાઇવ હેડને પ્રી-એમ્પ્લીફાયર સાથે ઇલેક્ટ્રિકલી ઇન્ટરકનેક્ટ કરવા અને અન્ય ઘણી એપ્લિકેશનો માટે વ્યાપકપણે થાય છે જે રોજિંદા વસ્તુઓને નાની, "સ્માર્ટ" અને વધુ કાર્યક્ષમ બનવા દે છે.
બોન્ડિંગ વાયર એપ્લિકેશન્સ
ઇલેક્ટ્રોનિક્સમાં વધતા લઘુચિત્રીકરણના પરિણામે
બંધન વાયર મહત્વપૂર્ણ ઘટકો બની જાય છે
ઇલેક્ટ્રોનિક એસેમ્બલીઓ.
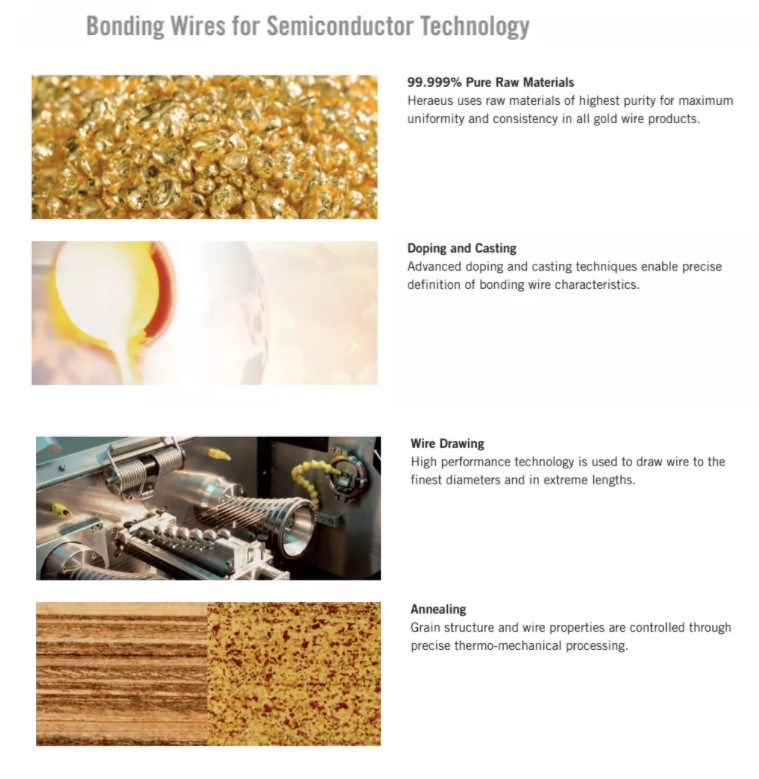
આ હેતુ માટે, ના ફાઇન અને અલ્ટ્રાફાઇન બોન્ડિંગ વાયર
સોનું, એલ્યુમિનિયમ, તાંબુ અને પેલેડિયમનો ઉપયોગ થાય છે. સૌથી વધુ
તેમની ગુણવત્તા પર માંગણીઓ કરવામાં આવે છે, ખાસ કરીને સંદર્ભમાં
વાયર ગુણધર્મોની એકરૂપતા માટે.
તેમની રાસાયણિક રચના અને ચોક્કસ પર આધાર રાખીને
ગુણધર્મો, બંધન વાયર બંધન માટે અનુકૂળ છે
પસંદ કરેલ તકનીક અને ઓટોમેટિક બોન્ડિંગ મશીનો તરીકે
તેમજ એસેમ્બલી ટેકનોલોજીમાં વિવિધ પડકારોનો સામનો કરવો.
હેરિયસ ઇલેક્ટ્રોનિક્સ વિશાળ ઉત્પાદન શ્રેણી ઓફર કરે છે
વિવિધ ઉપયોગો માટે
ઓટોમોટિવ ઉદ્યોગ
દૂરસંચાર
સેમિકન્ડક્ટર ઉત્પાદકો
ગ્રાહક માલ ઉદ્યોગ
હેરિયસ બોન્ડિંગ વાયર ઉત્પાદન જૂથો છે:
પ્લાસ્ટિક ભરેલા ભાગોમાં એપ્લિકેશન માટે બોન્ડિંગ વાયર
ઇલેક્ટ્રોનિક ઘટકો
માટે એલ્યુમિનિયમ અને એલ્યુમિનિયમ એલોય બોન્ડિંગ વાયર
ઓછા પ્રોસેસિંગ તાપમાનની જરૂર હોય તેવા કાર્યક્રમો
ટેકનિકલ તરીકે કોપર બોન્ડિંગ વાયર અને
સોનાના વાયરનો આર્થિક વિકલ્પ
કિંમતી અને બિન-કિંમતી ધાતુના બંધન રિબન માટે
મોટા સંપર્ક વિસ્તારો સાથે વિદ્યુત જોડાણો.

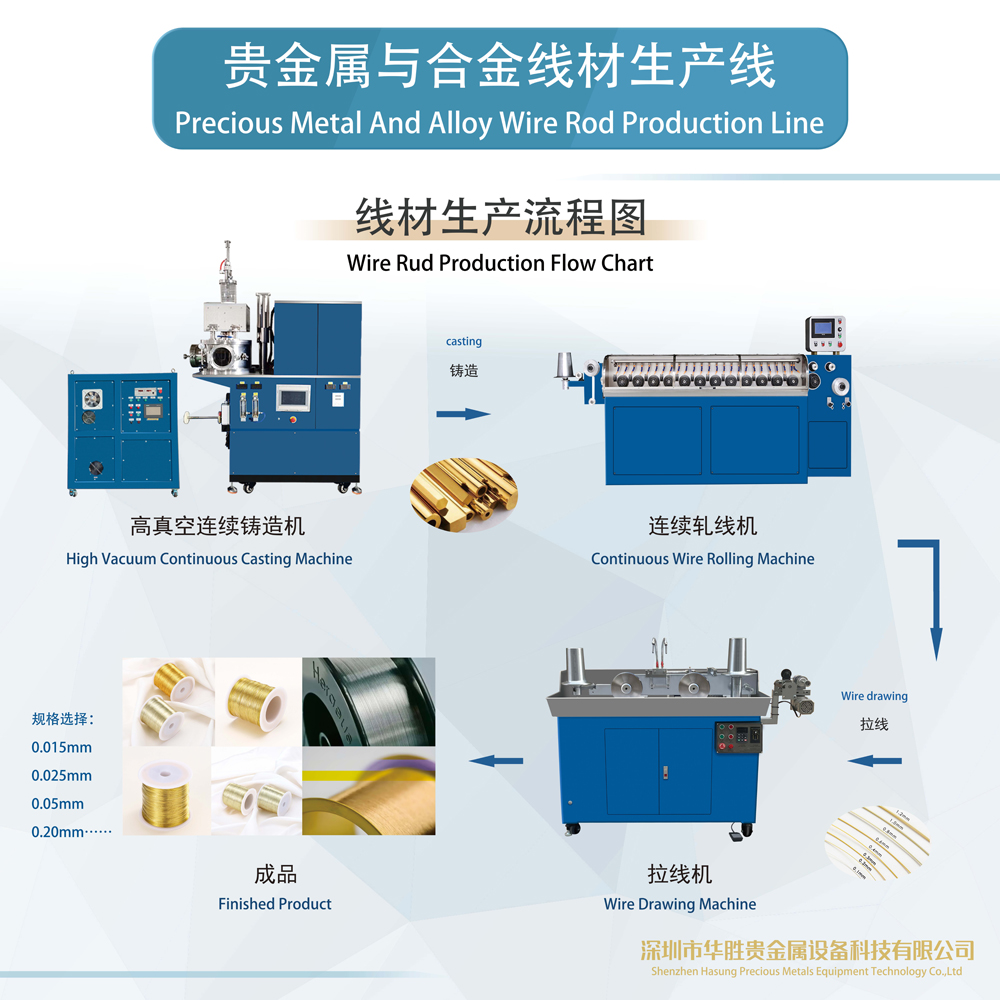
બોન્ડિંગ વાયર પ્રોડક્શન લાઇન
પોસ્ટ સમય: જુલાઈ-૨૨-૨૦૨૨









