

વિડિઓ શો
હાસુંગ એક વ્યાવસાયિક કિંમતી ધાતુ સિક્કા બનાવવાના સોલ્યુશન પ્રદાતા છે, જેણે વિશ્વભરમાં સિક્કા બનાવવાની ઘણી લાઇનો બનાવી છે. સિક્કાનું વજન 0.6 ગ્રામથી 1 કિલો સોના સુધીનું છે જેમાં ગોળાકાર, ચોરસ અને અષ્ટકોણ આકાર હોય છે. ચાંદી અને તાંબુ જેવી અન્ય ધાતુઓ પણ ઉપલબ્ધ છે.
તમે હસુંગ સાથે બેંકિંગ કરી શકો છો અને તમને વન-સ્ટોપ સોલ્યુશન આપી શકો છોસિક્કા બનાવવાની લાઇન. ઉત્પાદન પેકેજમાં સ્થળ પર માર્ગદર્શન, સિક્કા બનાવવાની સાધનો અને પ્રક્રિયામાં તમને મદદ કરવા માટે ઇજનેરોનો સમાવેશ થાય છે. અમારા ઇજનેરો સોનાના સિક્કા બનાવવાની પ્રક્રિયા સંશોધનમાં સામેલ રહ્યા છે અને મુખ્ય જાણીતા ટંકશાળ માટે તકનીકી સલાહકાર તરીકે સેવા આપી છે.
હાસુંગ કિંમતી ધાતુઓ પર પગલા-દર-પગલાં સૂચનો પ્રદાન કરતી વખતે સિક્કા બનાવવાની સમસ્યાઓ હલ કરવા પર ધ્યાન કેન્દ્રિત કરે છે. 20+ વર્ષોથી અમે સોના અને ચાંદીના સિક્કા બનાવવાના મશીનોમાં મોખરે છીએ, અમારી પાસે વ્યાવસાયિક અને ઝીણવટભરી ઇજનેરી સેવા, સ્થળ પર તાલીમ અને તકનીકી સહાય છે.

કૃપા કરીને ક્લિક કરોસતત કાસ્ટિંગ મશીન અને રોલિંગ મશીનોવિગતો જોવા માટે.

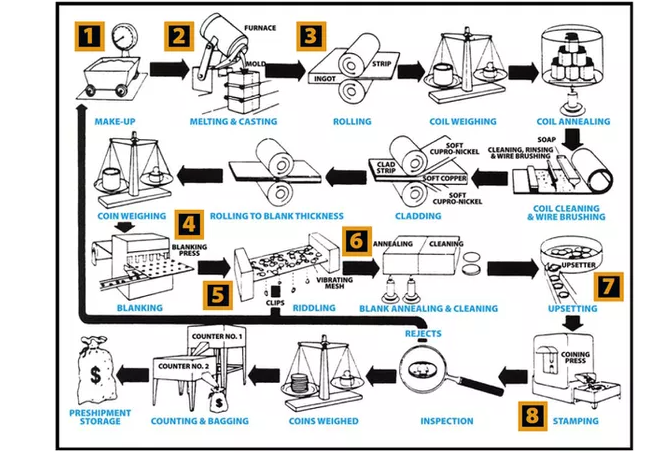
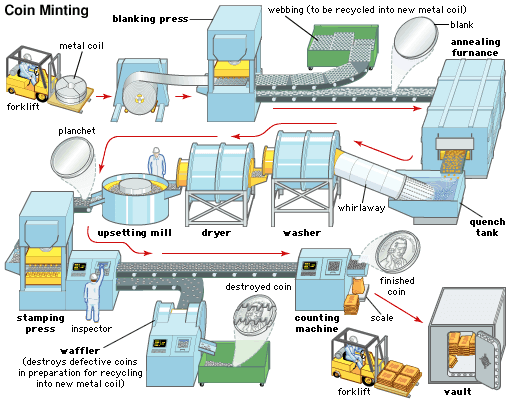
સિક્કા કેવી રીતે બને છે?
સિક્કા બનાવવા માટેની પદ્ધતિઓ વર્ષોથી વિકસિત થઈ છે. સિક્કા સૌપ્રથમ બે હજાર વર્ષ પહેલાં લિડિયાના પ્રાચીન રાજ્યમાં બનાવવામાં આવ્યા હતા. પ્રાચીન સિક્કા બનાવવાની પ્રક્રિયા એકદમ સરળ હતી. પહેલા, સોના, ચાંદી અથવા તાંબાનો એક નાનો ગઠ્ઠો એક સિક્કાના પાસા પર મૂકવામાં આવતો હતો જે ખડક જેવી નક્કર સપાટી પર જડિત થતો હતો. પછી કામદાર બીજો સિક્કાનો પાસા લેતો, તેને ઉપર મૂકતો અને મોટા હથોડાથી તેના પર પ્રહાર કરતો.
મધ્યયુગીન ટંકશાળમાં સિક્કા બનાવવા માટે ધાતુની પૂર્વ-રચિત ગોળાકાર ડિસ્ક અને સ્ક્રુ પ્રેસનો ઉપયોગ થતો હતો. જોકે આ એક મેન્યુઅલ પ્રક્રિયા હતી, તે પ્રાચીન ટંકશાળ પ્રક્રિયા કરતાં વધુ સરળ અને વધુ સુસંગત ગુણવત્તા આપતી હતી.
આધુનિક સિક્કાઓ હાઇડ્રોલિક સિક્કા પ્રેસથી બનાવવામાં આવે છે જે મશીનમાં ખાલી જગ્યાઓ આપમેળે ફીડ કરે છે. જ્યારે મશીન સંપૂર્ણ ક્ષમતા પર ચાલે છે, ત્યારે પ્રેસ પ્રતિ મિનિટ 600 થી વધુ સિક્કા બનાવી શકે છે. યુનાઇટેડ સ્ટેટ્સ મિન્ટ જેવા ઓપરેશન માટે આ ગતિ જરૂરી છે, જે દર વર્ષે અબજો સિક્કા ઉત્પન્ન કરે છે.
અબજો સિક્કા બનાવવા માટે ઉપયોગમાં લેવાતા ઓટોમેશનને કારણે આ પ્રક્રિયા જટિલ હોવા છતાં, વિશ્વભરમાં દરેક ટંકશાળ કેટલાક સામાન્ય પગલાંનો ઉપયોગ કરે છે. યુનાઇટેડ સ્ટેટ્સ ટંકશાળ વૈશ્વિક સ્તરે સૌથી મોટી ટંકશાળ છે, અને અમે તેની ઉત્પાદન પ્રક્રિયા પર ધ્યાન કેન્દ્રિત કરીશું.
૧. કાચા માલનું ખાણકામ
ખાણકામની પ્રક્રિયા કાચા માલના ખાણકામથી શરૂ થાય છે. યુનાઇટેડ સ્ટેટ્સ અને વિશ્વભરની ખાણો સોનું, ચાંદી, તાંબુ અથવા અન્ય જરૂરી ધાતુઓનો પુરવઠો પૂરો પાડે છે. આ ખાણોમાંથી મેળવેલી કાચી ધાતુમાં અશુદ્ધિઓ હોય છે જે સિક્કા બનાવવા માટે સ્વીકાર્ય નથી.
જરૂરી ધાતુ મેળવવા માટે ખાણકામ અયસ્ક ઉપરાંત, યુનાઇટેડ સ્ટેટ્સ મિન્ટ વિવિધ સ્ત્રોતોમાંથી પુનઃપ્રાપ્ત કરાયેલ રિસાયકલ ધાતુનો પણ ઉપયોગ કરે છે. આ સ્ત્રોતોમાં એવા સિક્કાઓનો સમાવેશ થાય છે જે હવે "મશીન" નથી અને પરિભ્રમણમાંથી દૂર કરવામાં આવે છે. તેના બદલે, તેમને મિન્ટમાં પરત કરવામાં આવે છે, જ્યાં તેમને નવા સિક્કાઓમાં રિસાયકલ કરવામાં આવે છે.
2. રિફાઇનિંગ, મેલ્ટિંગ અને કાસ્ટિંગ
કાચી ધાતુને લગભગ બધી અશુદ્ધિઓ દૂર કરવા માટે શુદ્ધ કરવામાં આવે છે. કેટલાક સિક્કાઓને બે કે તેથી વધુ વિવિધ પ્રકારની ધાતુઓના મિશ્રણની જરૂર પડે છે. શુદ્ધ ધાતુને ઓગાળવામાં આવે છે, અને સ્પષ્ટીકરણો દ્વારા જરૂરી વિવિધ ધાતુઓ ઉમેરવામાં આવે છે. ઉદાહરણ તરીકે, યુનાઇટેડ સ્ટેટ્સ મિન્ટ તેના પાંચ-સેન્ટના સિક્કાને 75 ટકા તાંબા અને 25 ટકા નિકલ મિશ્રધાતુમાંથી બનાવે છે.
એકવાર યોગ્ય શુદ્ધતા અથવા મિશ્રધાતુ પ્રાપ્ત થઈ જાય, પછી ધાતુને એક પિંડમાં નાખવામાં આવે છે. આ મોટા ધાતુના સળિયા હોય છે જેમાં ટંકશાળ દ્વારા જરૂરી ધાતુની યોગ્ય માત્રા હોય છે. યોગ્ય શુદ્ધતા પ્રાપ્ત થાય છે તેની ખાતરી કરવા માટે સમગ્ર પ્રક્રિયા દરમિયાન ધાતુની તપાસ કરવામાં આવે છે.
3. રોલિંગ
પિંડને યોગ્ય જાડાઈમાં ફેરવવાની પ્રક્રિયા લાંબી અને કપરું હોઈ શકે છે. પિંડને બે કઠણ સ્ટીલ રોલરો વચ્ચે ફેરવવામાં આવે છે જે સતત એકબીજાની નજીક ફરતા હોય છે. આ પ્રક્રિયા ત્યાં સુધી ચાલુ રહેશે જ્યાં સુધી પિંડને ધાતુની પટ્ટીમાં ફેરવવામાં ન આવે જે સિક્કો બનાવવા માટે યોગ્ય જાડાઈ હોય. વધુમાં, રોલિંગ પ્રક્રિયા ધાતુને નરમ પાડે છે અને પરમાણુ માળખામાં ફેરફાર કરે છે જે તેને સરળતાથી ફટકારવા દે છે અને ઉચ્ચ ગુણવત્તાવાળા સિક્કા ઉત્પન્ન કરે છે.
જ્યારે તે મિશ્ર ધાતુનું બનેલું હોય, ત્યારે તેને બ્લેન્ક કરતા પહેલા એનેલીંગ કરવું જરૂરી છે.
4. બ્લેન્કિંગ
યુનાઇટેડ સ્ટેટ્સ મિન્ટ ધાતુના રોલનો ઉપયોગ કરે છે જે લગભગ 13 ઇંચ પહોળા અને હજારો પાઉન્ડ વજનના હોય છે. ઉત્પાદન પ્રક્રિયામાંથી વક્રતા દૂર કરવા માટે ધાતુના રોલને ઘા વગર અને ચપટા કરવામાં આવે છે. ત્યારબાદ તેને એક મશીનમાંથી પસાર કરવામાં આવે છે જે ધાતુના ડિસ્કને પંચ કરે છે જે હવે સિક્કા બનાવવા માટે યોગ્ય જાડાઈ અને વ્યાસ ધરાવે છે.
5. કોયડા
અત્યાર સુધી, ધાતુના બ્લેન્ક્સ બનાવવા માટે વપરાતી ઉત્પાદન પ્રક્રિયા ગંદી છે અને કઠોર વાતાવરણમાં ચલાવવામાં આવે છે. નકામા ધાતુના નાના ટુકડા સિક્કાના બ્લેન્ક્સ સાથે ભળી જવાની શક્યતા છે. રિડલિંગ મશીન યોગ્ય કદના બ્લેન્ક્સને સિક્કાના બ્લેન્ક્સ સાથે મિશ્રિત કોઈપણ વિદેશી પદાર્થથી અલગ કરે છે.
૬. એનલીંગ અને સફાઈ
ત્યારબાદ ટંકશાળ સિક્કાના ખાલી ભાગોને એન્નીલિંગ ઓવનમાં પસાર કરે છે જેથી ધાતુને નરમ કરી શકાય અને પ્રહાર કરવાની તૈયારી કરી શકાય. ત્યારબાદ સિક્કાની સપાટી પર રહેલા કોઈપણ તેલ અને ગંદકીને દૂર કરવા માટે ખાલી ભાગોને રાસાયણિક સ્નાનમાંથી પસાર કરવામાં આવે છે. પ્રહાર કરવાની પ્રક્રિયા દરમિયાન કોઈપણ વિદેશી સામગ્રી સિક્કામાં જડાઈ શકે છે, અને તેને સ્ક્રેપ કરવું પડશે.
7. અસ્વસ્થતા
ધાતુના સિક્કાના ખાલી ભાગ પર છાપવામાં આવનારી ડિઝાઇનને સુરક્ષિત રાખવા માટે, દરેક સિક્કાના ખાલી ભાગને એક મશીનમાંથી પસાર કરવામાં આવે છે જેમાં રોલર્સનો સમૂહ હોય છે જે થોડો નાનો થાય છે અને સિક્કાના ખાલી ભાગની બંને બાજુએ ધાતુની ઊંચી કિનાર બનાવે છે. આ પ્રક્રિયા એ પણ સુનિશ્ચિત કરવામાં મદદ કરે છે કે સિક્કાનો ખાલી ભાગ યોગ્ય વ્યાસનો છે જેથી તે સિક્કા બનાવતી વખતે યોગ્ય રીતે ઉપર આવે. આ પ્રક્રિયા પછી, સિક્કાના ખાલી ભાગને હવે પ્લાન્ચેટ કહેવામાં આવે છે.
8. સ્ટેમ્પિંગ અથવા સ્ટ્રાઇકિંગ
હવે જ્યારે પ્લાન્ચેટ યોગ્ય રીતે તૈયાર, નરમ અને સાફ થઈ ગયા છે, ત્યારે તે હવે સ્ટ્રાઈકિંગ માટે તૈયાર છે. બિઝનેસ સ્ટ્રાઈકિંગ સિક્કાઓ આપમેળે સિક્કા પ્રેસમાં દાખલ થાય છે જે દર મિનિટે અનેક સો સિક્કા સુધી પહોંચી શકે છે. કલેક્ટર્સ માટે બનાવેલા પ્રૂફ સિક્કાઓ હાથથી સિક્કા પ્રેસમાં દાખલ થાય છે અને દરેક સિક્કામાં ઓછામાં ઓછા બે સ્ટ્રાઈક મેળવે છે.
9. વિતરણ
નિરીક્ષણ પાસ કરનારા સિક્કા હવે વિતરણ માટે તૈયાર છે. બિઝનેસ સ્ટ્રાઈક સિક્કાઓને બલ્ક સ્ટોરેજ બેગમાં પેક કરવામાં આવે છે અને વિશ્વભરના વિતરકોને મોકલવામાં આવે છે. કલેક્ટર સિક્કા ખાસ હોલ્ડર્સ અને બોક્સમાં મૂકવામાં આવે છે અને વિશ્વભરના સિક્કા કલેક્ટર્સને મોકલવામાં આવે છે.



વિગતો:
ક્લિક કરોસતત કાસ્ટિંગ મશીન.



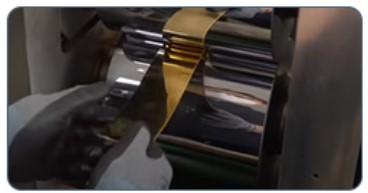
શીટ રોલિંગ મિલ
બાર/સિક્કા બનાવવા માટે બે પ્રકારની રોલિંગ મિલો હોય છે, પ્રથમ પ્રકારની શીટ રોલિંગ મશીન સામાન્ય સપાટી બનાવે છે, આ કિસ્સામાં, તેને સામાન્ય રીતે ટમ્બલર પોલિશર દ્વારા અંતિમ પોલિશિંગની જરૂર પડે છે.
| મોડેલ નં. | એચએસ-૮એચપી | એચએસ-૧૦એચપી |
| બ્રાન્ડ નામ | હાસુંગ | |
| વોલ્ટેજ | 380V 50/60Hz, 3 તબક્કાઓ | |
| શક્તિ | ૫.૫ કિલોવોટ | ૭.૫ કિલોવોટ |
| રોલર | વ્યાસ ૧૨૦ × પહોળાઈ ૨૧૦ મીમી | વ્યાસ ૧૫૦ × પહોળાઈ ૨૨૦ મીમી |
| કઠિનતા | ૬૦-૬૧ ° | |
| પરિમાણો | ૯૮૦×૧૧૮૦×૧૪૮૦ મીમી | ૧૦૮૦x ૫૮૦x૧૪૮૦ મીમી |
| વજન | આશરે 600 કિગ્રા | આશરે ૮૦૦ કિગ્રા |
| ક્ષમતા | મહત્તમ રોલિંગ જાડાઈ 25 મીમી સુધી છે | મહત્તમ રોલિંગ જાડાઈ 35 મીમી સુધીની છે |
| ફાયદો | ફ્રેમ ઇલેક્ટ્રોસ્ટેટિકલી ડસ્ટ કરેલી છે, બોડી ડેકોરેટિવ હાર્ડ ક્રોમથી પ્લેટેડ છે, અને સ્ટેનલેસ સ્ટીલ કવર સુંદર અને કાટ વગર વ્યવહારુ છે. સિંગલ-સ્પીડ / ડબલ સ્પીડ | |
| વોરંટી સેવા પછી | વિડિઓ ટેકનિકલ સપોર્ટ, ઓનલાઈન સપોર્ટ, સ્પેરપાર્ટ્સ, ફીલ્ડ મેન્ટેનન્સ અને રિપેર સર્વિસ | |
ટંગસ્ટન સ્ટીલ મિરર સરફેસ રોલિંગ મિલ
બીજો પ્રકાર ટંગસ્ટન સ્ટીલ મટિરિયલ રોલર મિરર સરફેસ શીટ રોલિંગ મિલ છે. આ પ્રકારના રોલિંગ મશીનથી, તમને મિરર સરફેસ શીટ મળશે.
| મોડેલ નં. | HS-M5HP | HS-M8HP | ||
| બ્રાન્ડ નામ | હાસુંગ | |||
| વોલ્ટેજ | 380V; 50/60hz 3 તબક્કાઓ | |||
| શક્તિ | ૩.૭ કિલોવોટ | ૫.૫ કિ.વો. | ||
| ટંગસ્ટન રોલરનું કદ | વ્યાસ 90 × પહોળાઈ 60 મીમી | વ્યાસ 90 × પહોળાઈ 90 મીમી | વ્યાસ ૧૦૦ × પહોળાઈ ૧૦૦ મીમી | વ્યાસ ૧૨૦ × પહોળાઈ ૧૦૦ મીમી |
| રોલર કઠિનતા | ૯૨-૯૫° | |||
| સામગ્રી | આયાતી ટંગસ્ટન સ્ટીલ બિલેટ | |||
| પરિમાણો | ૮૮૦×૫૮૦× ૧૪૦૦ મીમી | ૯૮૦×૫૮૦× ૧૪૫૦ મીમી | ||
| વજન | આશરે 450 કિગ્રા | આશરે 500 કિગ્રા | ||
| સુવિધાઓ | લ્યુબ્રિકેશન સાથે; ગિયર ડ્રાઇવ; રોલિંગ શીટની જાડાઈ 10 મીમી, સૌથી પાતળી 0.1 મીમી; એક્સટ્રુડેડ શીટ મેટલ સપાટી મિરર અસર; ફ્રેમ પર સ્ટેટિક પાવડર છંટકાવ, સુશોભન હાર્ડ ક્રોમ પ્લેટિંગ, સ્ટેનલેસ સ્ટીલ સુંદર અને વ્યવહારુ કવર કાટવાળું નહીં હોય. | |||
હાઇડ્રોલિક સિક્કા ખાલી કરવા માટેનું પ્રેસ




બ્લેન્કિંગ પ્રક્રિયા
20 ટન હાઇડ્રોલિક સિક્કો કટીંગ / બ્લેન્કિંગ પ્રેસ
૪૦ ટન હાઇડ્રોલિક કટીંગ અને એમ્બોસિંગ પ્રેસ
આ હાઇડ્રોલિક કટીંગ પ્રેસ સોના અને ચાંદીના બ્લેન્ક શીટને કાપી નાખે છે જે રોલિંગ પછી પ્રક્રિયા કરવામાં આવે છે. ખાલી શીટને ઇચ્છિત આકારમાં ગોળ, લંબચોરસ, પેન્ડન્ટ આકાર વગેરેમાં કાપવામાં આવે છે. કટીંગ ડાઈઝ પ્રક્રિયા દ્વારા પૂરી પાડવામાં આવે છે જેના પછી બ્લેન્ક્સને હાઇડ્રોલિક સ્ટેમ્પિંગ પ્રેસમાં મિન્ટ કરવા માટે તૈયાર કરવામાં આવે છે.
હાઇડ્રોલિક કટીંગ પાવર પ્રેસ મશીનના ફાયદા.
સોના અને ચાંદીના ખાલી જગ્યાઓ કાપવા માટે આદર્શ,
સારા પરિણામો માટે ખાલી જગ્યાઓને સ્પષ્ટ ધારમાં કાપો,
પગ અને સ્વિચ સાથે મુશ્કેલી મુક્ત સંચાલન અને ડ્યુઅલ મોડ ઓપરેટિંગ,
સતત કાપવા માટે સ્ટોપર સિસ્ટમ,
સરળ ડિપોઝિટ ડ્રોઅર સાથે ડાઇ ફિટિંગ એડજસ્ટમેન્ટ સિસ્ટમ,
ઝડપી ઉત્પાદન માટે કટીંગ ગોઠવણ.
બ્લેન્કિંગ ટ્રફ ડિવાઇસથી સજ્જ, સામગ્રી એકત્રિત કરવી અનુકૂળ છે.

ટેકનિકલ પરિમાણો
| મોડેલ નં. | એચએસ-20ટી | HS-40T | HS-100T નો પરિચય |
| નામાંકિત | 20 ટન | ૪૦ ટન | ૧૦૦ ટન |
| મહત્તમ સ્ટ્રોક | ૩૦૦ મીમી | ૩૫૦ મીમી | ૪૦૦ મીમી |
| ખુલવાની ઊંચાઈ | ૫૦૦ મીમી | ૪૦૦ મીમી | ૬૦૦ મીમી |
| ઉતરતી ગતિ | ૧૬૦ મીમી | ૧૮૦ મીમી | ૧૨૦ મીમી |
| વધતી ગતિ | ૧૫૦ મીમી | ૧૬૦ મીમી | ૧૨૦ મીમી |
| વર્કટેબલ વિસ્તાર | ૬૦૦*૫૦૦ મીમી | ૫૫૦*૪૫૦ મીમી | ૭૦૦*૬૦૦ મીમી |
| જમીનથી ટેબલની ઊંચાઈ | ૮૫૦ મીમી | ૮૫૦ મીમી | ૮૫૦ મીમી |
| વોલ્ટેજ | 380V 3 તબક્કાઓ | 380V 3 તબક્કાઓ | 380V 3 તબક્કાઓ |
| મોટર પાવર | ૩.૭૫ કિ.વો. | ૩.૭૫ કિ.વો. | ૫.૫ કિ.વો. |
| વજન | ૧૩૦૦ કિગ્રા | ૮૬૦ કિગ્રા | ૨૨૦૦ કિગ્રા |
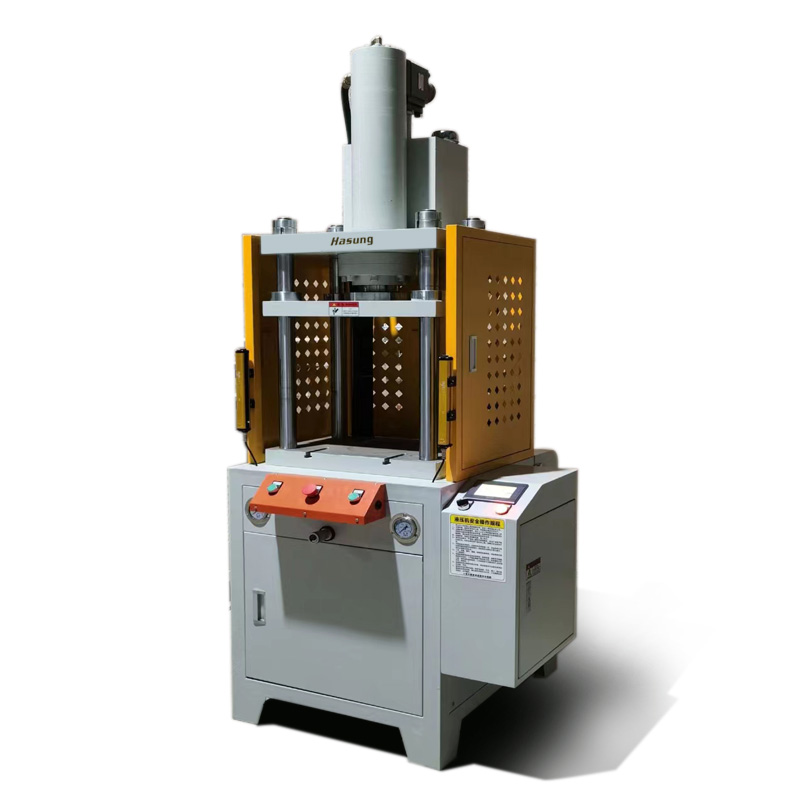
હાઇડ્રોલિક સ્ટેમ્પિંગ પ્રેસ બહુહેતુક






૧૦૦ ટનહાઇડ્રોલિક સિક્કા એમ્બોસિંગ પ્રેસ
૧૫૦ ટન હાઇડ્રોલિક સિક્કો એમ્બોસિંગ પ્રેસ
200 ટન હાઇડ્રોલિક સિક્કો એમ્બોસિંગ પ્રેસ
૩૦૦ ટન હાઇડ્રોલિક ગોલ્ડ અને સિલ્વર કોઇનિંગ પ્રેસ
૧૫૦ ટન હાઇડ્રોલિક કોઇન એમ્બોસિંગ પ્રેસ જે ૫૦ ગ્રામ સુધીના ચાંદીના સિક્કા બનાવવા માટે યોગ્ય છે. આ પ્રેસ મેન્યુઅલ તેમજ સિંગલ સાયકલ ઓટોમેટિક ઓપરેશન મોડમાં કામ કરવા માટે યોગ્ય છે. તે ઓટો કોઇન ઇજેક્ટિંગ મિકેનિઝમ સાથે ઉપલબ્ધ છે. આ પ્રેસ તમારી જરૂરિયાત મુજબ ૮૦ ટન, ૧૦૦ ટન, ૧૫૦ ટન, ૨૦૦ ટન જેવી વિવિધ ટનેજ ક્ષમતામાં સપ્લાય કરી શકાય છે.
સોના અને ચાંદી માટે 300 ટન ક્ષમતાનું હાઇડ્રોલિક સિક્કા પ્રેસ મશીન, અંતિમ તબક્કામાં બહુવિધ સ્ટ્રોક માટે પ્રોગ્રામેબલ PLC કંટ્રોલર સાથે પૂર્ણ. પ્રેસમાં સિક્કાના ઓટો ઇજેક્શન માટે ઇજેક્ટર સિલિન્ડર છે જેથી હથોડી માર્યા વિના સરળતાથી દૂર કરી શકાય. આ સુવિધા સિક્કાની વધુ સારી અંતિમ પૂર્ણાહુતિ આપે છે. આ હાઇડ્રોલિક સિક્કા પ્રેસ 1.0 ગ્રામથી 100.0 ગ્રામ વજનના સોના અને ચાંદીના સિક્કા બનાવવા માટે યોગ્ય છે અને તે 10.0 HP (7.5KW) ઇલેક્ટ્રિકલ્સ દ્વારા સંચાલિત છે અને યોગ્ય ઇલેક્ટ્રિકલ્સ અને કંટ્રોલ પેનલ સાથે સંપૂર્ણ રીતે પૂરું પાડવામાં આવે છે. આ સિક્કા પ્રેસ ડિઝાઇનમાં રિટર્ન સ્ટ્રોક પહેલાં અંતિમ દબાણ સમયને સમાયોજિત કરવા માટે ટાઈમર સાથે દબાણ ગોઠવણ નિયંત્રણ શામેલ છે. તે પુશ બટન નિયંત્રણ દ્વારા તેમજ ઓટોમેટિક સિંગલ સાયકલ મોડમાં સંચાલિત થઈ શકે છે.
હાઇડ્રોલિક કોઇનિંગ પ્રેસ અને પ્રિસિઝન શીટ રોલિંગ મિલ ઉપરાંત, તમારે સોના અને ચાંદીના શીટ બનાવવા માટે ઇન્ડક્શન મેલ્ટર અથવા સતત કાસ્ટિંગ મશીન, સોના અને ચાંદીના બાર કટીંગ મશીન અને વાઇબ્રેટર પોલિશર મશીનોની જરૂર પડશે જે સંપૂર્ણ સોના અને ચાંદીના સિક્કા બનાવવાનો પ્લાન્ટ સ્થાપિત કરવા માટે જરૂરી છે.
ટેકનિકલ પરિમાણો
| મોડેલ નં. | HS-100T નો પરિચય | HS-200T | HS-300T |
| વોલ્ટેજ | ૩૮૦વો, ૫૦/૬૦હર્ટ્ઝ | ૩૮૦વો, ૫૦/૬૦હર્ટ્ઝ | ૩૮૦વો, ૫૦/૬૦હર્ટ્ઝ |
| શક્તિ | ૪ કિલોવોટ | ૫.૫ કિલોવોટ | ૭.૫ કિલોવોટ |
| મહત્તમ દબાણ | ૨૨ એમપીએ | ૨૨ એમપીએ | ૨૪ એમપીએ |
| વર્ક ટેબલ સ્ટ્રોક | ૧૧૦ મીમી | ૧૫૦ મીમી | ૧૫૦ મીમી |
| મહત્તમ ખુલવાનો સમય | ૩૬૦ મીમી | ૩૮૦ મીમી | ૩૮૦ મીમી |
| વર્ક ટેબલ ઉપર ગતિશીલતા ગતિ | ૧૨૦ મીમી/સેકન્ડ | ૧૧૦ મીમી/સેકન્ડ | ૧૧૦ મીમી/સેકન્ડ |
| વર્ક ટેબલ પાછળની ગતિ | ૧૧૦ મીમી/સેકન્ડ | ૧૦૦ મીમી/સેકન્ડ | ૧૦૦ મીમી/સેકન્ડ |
| વર્ક ટેબલનું કદ | ૪૨૦*૪૨૦ મીમી | ૫૦૦*૫૨૦ મીમી | ૫૪૦*૫૮૦ મીમી |
| વજન | ૧૧૦૦ કિગ્રા | ૨૪૦૦ કિગ્રા | ૩૩૦૦ કિગ્રા |
| અરજી | ઘરેણાં અને સોનાની પટ્ટી, સિક્કાના લોગો સ્ટેમ્પિંગ માટે | ||
| લક્ષણ | વિકલ્પ માટે સામાન્ય / સર્વો મોટર, વિકલ્પ માટે બટન ઓપરેટ / સિમેન્સ પીએલસી કંટ્રોલ સિસ્ટમ | ||
સંપૂર્ણ સ્વચાલિત સિક્કા બનાવવાની ઉત્પાદન સિસ્ટમ
તમે સિક્કા મિન્ટિંગ લાઇન માટે વન-સ્ટોપ સોલ્યુશન પ્રદાન કરવા માટે હાસુંગ સાથે બેંકિંગ કરી શકો છો. ઉત્પાદન પેકેજમાં સ્થળ પર માર્ગદર્શન, સિક્કા મિન્ટિંગ સાધનો અને પ્રક્રિયામાં તમને મદદ કરવા માટે ઇજનેરોનો સમાવેશ થાય છે. અમારા ઇજનેરો સોનાના સિક્કા બનાવવાની પ્રક્રિયા સંશોધનમાં સામેલ રહ્યા છે અને મુખ્ય જાણીતા ટંકશાળ માટે તકનીકી સલાહકાર તરીકે સેવા આપી છે.
હાસુંગ કિંમતી ધાતુઓ પર પગલા-દર-પગલાં સૂચનો પ્રદાન કરતી વખતે સિક્કા બનાવવાની સમસ્યાઓ હલ કરવા પર ધ્યાન કેન્દ્રિત કરે છે. 20+ વર્ષોથી અમે સોના અને ચાંદીના સિક્કા બનાવવાના મશીનોમાં મોખરે છીએ, અમારી પાસે વ્યાવસાયિક અને ઝીણવટભરી ઇજનેરી સેવા, સ્થળ પર તાલીમ અને તકનીકી સહાય છે. અમારી સેવાઓ.
પોસ્ટ સમય: જુલાઈ-૦૪-૨૦૨૨









